1. Electroplated Grinding Head
The shape of the grinding heads includes cylindrical and various special shapes (such as trapezoidal, oval, square, conical, flame-shaped, etc.). The diameter sizes range from 0.2 mm to 15.7 mm. The core rod is processed by turning. Radial runout must strictly comply with relevant requirements.

Figure 1 Electroplated Grinding Head
1.1 Process Flow
Core rod processing → Core rod inspection → Mechanical leveling → Chemical degreasing (30-60 minutes) → Hot water rinse → Cold water rinse → Cold water rinse → Insulating paint application → Wire welding → Fixture installation → Electrolytic degreasing → Cold water rinse → Cold water rinse → Concentrated hydrochloric acid etching (1 minute) → Cold water rinse → Chemical or electrochemical activation with dilute sulfuric acid (0.5-1 minute) → Direct electrical entry into the tank for empty plating (10 minutes) → Sand embedding method → Thickening (cathode movement) → Cold water rinse → Cleaning → Degreasing and derusting → Hot water rinse → Cold water rinse → Cold water rinse → Electroplating of the bright layer (Ni, NiCo alloy, or Cu-Ni-Cr) → Cold water rinse → Hydrogen removal → Quality inspection.
1.2 Key Process Points
1.2.1 Sand Application Fixture The sand application fixture uses a groove-type fixture with a straight sand groove made of porous organic glass, lined with nylon cloth. Multiple grinding heads are inserted side by side into the sand groove. The optimal working method is to arrange the working ends facing upwards for sand application.

Figure 2 Frame-type Sand Application Fixture
The frame-type fixture is made by bending φ3mm copper wire into a square frame, placed on a plastic support plate. During sand application, the grinding head is laid flat and soldered to the copper frame (see Figure 2). After sand application on one side, it is rotated 180 degrees to apply sand on the reverse side. 1.2.2 Matching of Abrasive Grain Size and Grinding Head Diameter See Table 1 for details on the matching of grinding head diameter with suitable abrasive grain sizes.

1.2.3 Thickening
After being removed from the fixture, the grinding head is suspended in the plating tank for thickening until the thickness reaches approximately 80% of the grain size (i.e., buried 80%). Other key points are shown in Table 2.

Table 2 Key Points of the Electroplating Process for Superhard Material Products
1.2.4 Bright Layer Plating
After the thickening process, the insulating material is removed. After degreasing and derusting, the grinding head and its connecting rod are electroplated with a protective decorative layer.
Electroplated Assorted Files
Electroplated files come in both manual and mechanical types, with over a hundred different specifications. Domestically, a typical set of assorted files includes 10 to 12 different shapes (see Table 3). The abrasive grain size is determined by the user's requirements for processing surface finish, generally ranging from 100/120 to 270/325.
Table 3

2.1 Process Flow
Water rinse → Wire connection → Insulation treatment → Fixture installation → Electrochemical degreasing → Hot blank metal processing and forming → Surface mechanical treatment → Alkali chemical degreasing → Hot water rinse → Cold water rinse → Cold water rinse → Cold water rinse → Etching → Pre-plating → Sand application → Thickening → Cold water rinse → Cleaning and trimming → Degreasing and derusting cleaning → Bright plating → Cold water rinse → Drying → Inspection → Trademark printing → Packaging → Storage.
2.2 Key Process Points
2.2.1 Insulation Clamping
The file blank is connected to the wire, and the non-working surfaces are insulated with plastic film or tubes. It is then installed into a special fixture.
2.2.2 Etching
First, the file is etched in a hydrochloric acid solution of 150-300 g/L for 1-2 minutes, followed by cleaning and then weak chemical etching in a 3%-5% dilute sulfuric acid solution or weak electrochemical etching in a 1%-3% dilute sulfuric acid solution with a current of 5-10 A/dm² for several seconds to half a minute.
2.2.3 Pre-plating
After etching, the file is directly charged and pre-plated for 10-20 minutes, with the current (ik) at approximately 1 A/dm².
2.2.4 Sand Application
For the sand falling method, the file blank is placed into an organic glass mold cavity containing abrasive and electrolyte. The mold is shaken to suspend the diamond, then stabilized for sand plating. Multiple rotations are required to apply sand from various angles (see Table 27). The sand application current should not exceed 1.2 A/dm², with each sand application time being 8.7 and 5 minutes for grains 100, 120, and 150 in size, respectively. For the sand embedding method, the file blank is placed on a special fixture (as shown in Figure 3, the frame-type fixture), and diamond is evenly sprinkled over the blank and its surroundings. Sand is applied once (replenishing the sand). The current is applied for sand embedding, then the fixture is rotated 180 degrees, and a current of 0.2-0.5 A/dm² is applied.
2.2.5 Thickening
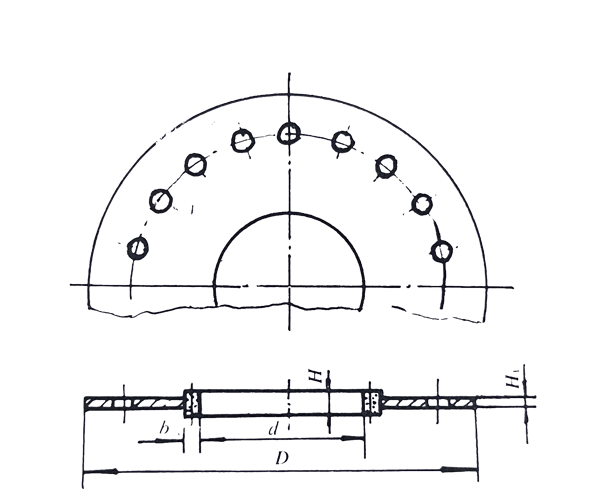
During thickening, precautions must be taken to prevent the cutting edge from being excessively plated or scorched. Protective cathodes or insulation plates should be used as shielding measures. For manual assorted files, the electroplated layer thickness typically reaches 60%-70% of the average grain size. Electroplated Diamond Inner Circular Cutting Disc This is a cutting tool used for cutting valuable materials, made by electroplating a layer of fine diamond onto the edge of a stainless steel thin disc’s inner diameter. The shape is as shown in Figure 3. Common grain sizes are 270/325, 325/400, or micropowder 36-54. Typical specifications (mm) include inner diameter d83-130, outer diameter D206-300, H0.2-0.3, H1 0.1-0.2, and b0.5-2.03.

Figure 3 Internal Diameter Cutting Blade
3.1 Process Flow: Chemical degreasing of the base → Loading the discs → Electrolytic polishing → Cleaning → Reverse current treatment in the plating bath → Plating of base layer → Plating of diamond layer (grit embedding and thickening) → Disassembly and cleaning → Drying → Marking → Storage
3.2 Key Process Points:
3.2.1 Loading the discs: Several thin disc substrates and organic glass plates are alternately placed into a dedicated organic glass mold, with nylon cloth as a liner, and the assembly is sealed with an end cap. Tightening screws ensures proper sealing and conductivity. Figure 4 shows a schematic of the disc assembly.

Figure 4 Schematic of the Internal Diameter Cutting Blade Fixture
3.2.2 Electrolytic Polishing: Electrolytic polishing removes the dense oxide film on the stainless steel surface via electrochemical dissolution and thins the cutting edge. The polishing process involves using a 50% sulfuric acid aqueous solution, with a current of 2.5–3 A per disc, for 1–2 minutes. After polishing, the internal cavity is cleaned.
3.2.3 Reverse Current Treatment and Nickel Plating Base Layer: The mold cavity is filled with a nickel plating solution (NaCl 2200g/L, HCl 125g/L). The substrate undergoes reverse current treatment for 1–3 minutes, after which the current is switched, and the nickel base is plated for 3–5 minutes. The forward and reverse currents for each disc are 0.13–0.2 A.
3.2.4 Grit Embedding and Thickening: The mold cavity is replaced with a nickel-cobalt alloy plating solution (see Table 4), grit and nickel anodes are loaded, and grit embedding and thickening are carried out with a current of 0.13–0.2 A per disc. The grit embedding and thickening process is as follows: the mold is moved, placed horizontally on the end face, plated for 5 minutes, and repeated twice. The mold is then placed vertically, and the process is repeated at 60-degree rotations for 3 minutes at a time, covering four sides with different starting points each time. Finally, the discs are laid flat, and the front and back sides are plated for 15 minutes each (current of 50 A per disc).
Table 4 Plating Solution Formula and Process Conditions (Concentration in g/L)

4. Electroplated Diamond Core Drill
4.1 Core Drill: The shape of the core drill is shown in Figure 5. Specifications are determined according to customer requirements, generally D20–100 mm, D-D1 mm, and h5–20 mm. Common grit sizes are 50/60, 60/70, and 70/80.

Figure 5 Electroplated Core Drill
4.1 Process Flow: Mounting → Dummy plating → Grit embedding → Thickening → Repeated grit embedding and thickening → Removal of the core shaft → Trimming and initial inspection → Overall finishing (bright nickel plating) → Preparation of the base and core shaft → Surface treatment before plating (chemical degreasing and electrochemical activation inspection)
4.2 Key Process Points
4.2.1 Temporary Core Shaft: Three types of temporary core shafts can be used: organic glass core shafts (chemically plated with copper or nickel), low-melting alloy rods, or base-prepared core shapes. The outer diameter of the core shaft is the inner diameter of the core drill. These core shafts can be removed by dissolution, heating to melt, or turning on a lathe.
4.2.2 Working Layer Plating: The main feature is the radial electrodeposition of the working layer using the temporary core shaft as the base, which significantly shortens plating time. After activation, the substrate enters the bath for plating. The grit embedding is done using the embedded grit method (see Figure 6 for the fixture). Electrolyte uses Formula 7, with a current of 0.2–0.25 A/dm². After grit removal, thickening is performed with a current of 0.5–1.0 A/dm². The grit embedding and thickening process are repeated until the required specifications are met (multi-layer grit plating).

Figure 6 Core Drill Grit Embedding Device
5. Electroplated Diamond Dressing Roller Electroplated rollers are advanced tools that are high precision and high efficiency. They are used for dressing complex profiles of formed grinding wheels or directly for profile grinding. Rollers come in various shapes. Figure 7 shows two examples. The grit size depends on the processing requirements and can range from 30/35 to micro-powder size.

Figure 7 Diamond Dressing Roller Schematic
Simple rollers can be manufactured using the powder metallurgy method or external plating method, with an accuracy generally around 0.02 mm. The electroplating process for more complex and high-precision rollers is similar to the previous products mentioned, but only the internal plating method can ensure the uniformity of the abrasive grains. Below is an introduction to the internal plating method. 5.1 Internal Plating Method Process Flow: Preparation of the cathode mold → Surface treatment before plating → Grit embedding → Thickening → Electroforming → Pouring the core → Machining → Shell removal → Precision trimming and inspection
5.2 Key Process Points for the Internal Plating Method
5.2.1 Cathode Mold: The cathode mold is the reverse mold corresponding to the roller profile and is used as a temporary substrate for electroplating. The precision of the mold surface must be strictly controlled, generally slightly higher than the precision of the roller profile (1–2 µm). The cathode mold must undergo thorough surface treatment before plating.
5.2.2 Grit Embedding: High-precision rollers use the embedded grit method with a special fixture (see Figure 8 for the embedding device, and Figure 9 for the finished structure). The current density is 0.2–0.25 A/dm². After the first grit embedding, the mold and fixture are rotated 180 degrees for a second embedding (supplementary grit).

Figure 8 Grit Embedding Device
Figure 9 Finished Structure
5.2.3 Thickening and Electroforming: Using Formula 6 electrolyte, the current density is 0.5–1 A/dm². The process continues until the diamond particles are fully embedded in the plating layer, after which the current is increased to above 1.5 A/dm² for electroforming, with a thickness of 2–5 mm. This process can take more than ten days. To shorten the time, Formula 3 can be used, along with electrolyte circulation, ultrasonic techniques, and other high-speed electroplating methods.
5.2.4 Core Pouring: A pre-processed steel core is placed in the center of the cathode cavity (with a concentricity tolerance of less than 0.5 mm). The gap between the cathode mold and steel core is filled with molten low-melting alloy or epoxy resin mixed with curing agents and fillers.
5.2.5 Machining: The steel core’s inner bore and end faces are machined with the cathode mold as a reference. The inner bore is processed to the required precision on a high-precision internal grinder with a surface roughness of Ra0.1, and the end face is ground on an external grinder to ensure perpendicularity with the bore.
5.2.6 Shell Removal: The cathode mold is turned off using the inner bore as a reference, leaving a 0.5 mm margin. The remaining mold is removed with a forming lathe tool, and the roller profile is cut out. Finally, a profile grinding wheel is used on a dedicated grinding machine to finish the roller profile. After precision inspection and necessary adjustments, the finished product is completed.



